产品中心 /PRODUCT
轨道安装维修 当前位置:首页 >> 轨道安装维修
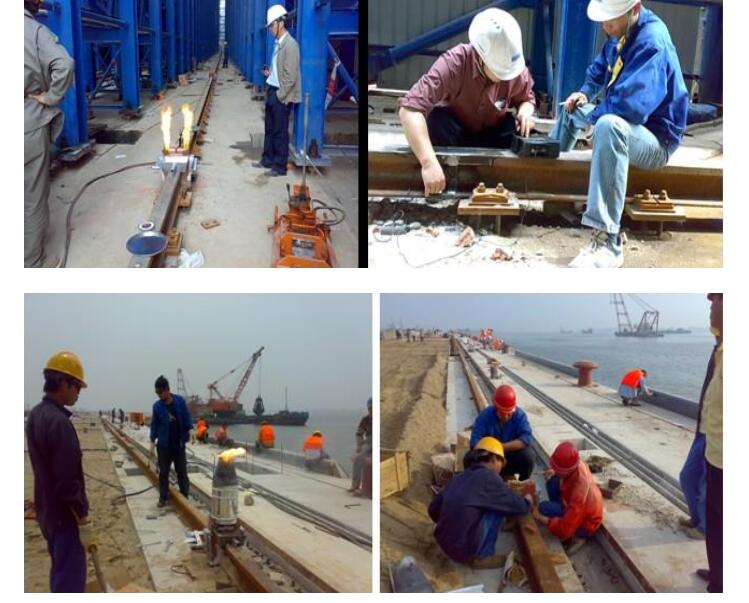
| 港口码头轨道安装 |
 |
|
轨道安装技术要求: 轨道安装的施工流程如下:安装钢垫板→测量调整钢垫板标高→焊压板底座→灌胶泥→铺设胶垫板→按技术要求安装钢轨→钢轨接口焊接→定扭矩上紧压板。各工序的控制要点如下: (1)钢轨堆放应避免产生弯曲变形,对轻微的弯曲变形应进行矫正,使其平直度达到规范要求。 (2)轨道梁土建施工时,宜采用预埋螺栓定位板进行螺栓定位,在施工时定位板鼻息可靠固定。 (3)钢垫板应按要求进行加工制作,平整度应符合(1㎜/1000㎜)钢垫板上调校螺栓孔应为与调校螺栓相配套的丝口。 (4)安装钢垫板前,应将轨道槽表面的松散混凝土、浮浆等凿除,并清楚浮灰,除去积水;轨道槽清理后应及时安装钢垫板,尽量缩短时间间隔。 (5)钢垫板连接处预留10㎜连接缝,采用调校螺栓进行初平。将压板底座焊好后,再进行精确调整。 (6)钢垫板端部和调校螺栓孔间距大的区间应新增调校螺孔,保证钢垫板小凹时用它来上调。 (7)胶泥拌合时应维持胶泥的环境温度再5℃-35℃之间。一次搅拌量不应超过28min,使用量不得通过加水调节温度。 (8)灌注胶泥前,应再次清除钢垫板与轨道槽之间的各种垃圾及积水,并复查钢垫板平整度;灌注应只从一面到另一面,一端到另一端,从垫板下的气泡走出;灌注过程中,不可用力敲击钢垫板。 (9)胶泥灌注后48h,应将调校螺栓松紧,并上紧预埋螺栓。调校螺栓松脱后所遗留的孔应及时用胶泥填补。 (10)胶垫板与胶垫板之间的接口不应在钢轨接口,也不应设在钢垫板和钢垫板之间的接口处。侧向不得露出钢轨底。 (11)钢轨定位固定后,压板夹在钢轨焊缝3m范围内不用上紧,以备焊接时可以将钢轨抬起,压板底座应平行于钢轨轴线。 (12)被焊钢轨对口时应符合下述要求: ① 对口前,钢轨端面应平整(自轨底至轨顶的平整度<2㎜),不得有油、锈、漆、浮土等杂质。 ② 为防止焊后变形,在对口时轨顶面应有起拱3-4㎜。 ③ 对口时,保证焊口间隙在26-30㎜范围内。 (13)钢轨焊接前必须进行预热,预热工艺参数:氧气0.04MPa;液化气:0.04-0.07MPa;钢轨预热时间控制在4-8min。 (14)钢轨铝热焊焊接(钢水浇注后)5-6min方可去除焊瘤。 (15)钢轨焊接完成了,去除轨顶焊瘤后,应进行轨顶、轨底打磨。打磨后的接头表面不应有肉眼看出的焊接缺陷。
|
| 扫一扫关注我们 | ||
 |